Titanium alloys and nickel based superalloys are widely used in aerospace applications due to their high mechanical strength, corrosion resistance, and thermal stability under extreme operating conditions.
Despite their advantages in service, these materials present significant machining challenges that directly affect tool life, surface integrity, and overall process stability.
Application knowledge developed by ISCAR’s engineering teams and ISCAR cutting tool technologies address dominant wear mechanisms, heat generation, and vibration.
The focus is placed on achieving improved tool life, dimensional consistency, and process efficiency in aerospace manufacturing environments
Aerospace components are frequently manufactured from materials specifically engineered to perform under high mechanical loads, elevated temperatures, and aggressive environmental conditions.
Titanium alloys and nickel based superalloys enable high strength to weight ratios and excellent thermal resistance, making them essential for structural components, engine parts, and other critical assemblies.
However, these same properties result in poor machinability when compared with conventional steels or aluminum alloys.
Low material removal rates, accelerated tool wear, and strict quality requirements contribute significantly to overall manufacturing costs, particularly when machining high value aerospace components.
Titanium alloys such as Ti 6Al 4V are characterized by low thermal conductivity, approximately one sixth that of steel, which causes heat generated during cutting to concentrate at the tool–workpiece interface.
This localized heat accumulation accelerates flank wear and can lead to plastic deformation of the cutting edge.
Titanium also exhibits strong chemical affinity with cutting tool materials, increasing the tendency for built up edge formation and material adhesion, particularly at lower cutting speeds.
To address these challenges, ISCAR employs fine grain carbide substrates and advanced PVD coatings used across tool families such as
HELIDO, CHATTERFREE, and solid carbide cutters, which are designed to maintain edge stability while minimizing friction and heat generation.
Nickel based superalloys present a different but equally challenging set of machining conditions. These materials retain high strength at elevated temperatures and exhibit pronounced strain hardening behavior during plastic deformation.
In machining operations, this leads to increased cutting forces, rapid work hardening ahead of the cutting edge, and aggressive wear mechanisms such as notch wear, diffusion wear, and crater wear.
Cutting speeds are typically limited to control heat generation, which further impacts productivity.
ISCAR addresses these conditions with reinforced insert geometries and thermally stable coatings found in turning and milling systems such as
SUMOTECgrades and HELITURNand LOGIQTURNtool platforms, which are engineered to provide predictable wear behavior during prolonged cutting cycles.
Machining processes for aerospace components must meet demanding requirements that extend beyond dimensional accuracy alone.
Typical tolerance bands are often within ±5 to ±10 micrometers, while surface integrity must be controlled to avoid micro cracking, smeared material, or tensile residual stresses that could compromise fatigue performance.
Many aerospace components feature thin walls, complex geometries, or interrupted cuts, all of which increase sensitivity to vibration and tool deflection.
ISCAR’s variable pitch and variable helix cutter designs, used in milling families such as
CHATTERFREEand HELIMILL, are specifically intended to suppress chatter and improve process stability under these conditions.
Cutting tool substrates used in aerospace machining must balance hardness and fracture toughness to withstand high mechanical and thermal loads while resisting edge chipping.
Fine grain carbide grades are commonly selected to provide sufficient wear resistance without sacrificing toughness, particularly in interrupted or unstable cutting conditions.
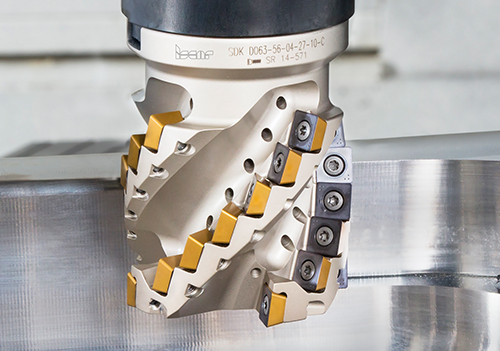
For titanium and nickel based superalloys, Physical Vapor Deposition coatings developed under ISCAR’s
SUMOTECtechnology are frequently applied due to their strong adhesion, thermal stability, and ability to reduce friction at the tool–chip interface (Fig.1).
These coatings act as a thermal barrier, slowing heat transfer into the cutting tool and contributing to more predictable wear patterns.
In milling operations, variable pitch and variable helix cutter designs are used to disrupt harmonic frequencies and reduce chatter, which is especially important when machining thin walled aerospace components.
In titanium applications, high feed milling strategies implemented with tools such as
HELIMILL HFMallow reduced radial engagement combined with higher feed per tooth, lowering cutting forces and limiting heat generation.
For nickel based superalloys, milling strategies emphasize stable cutter engagement and uniform chip thickness to minimize localized wear, particularly at depth of cut transition zones where notch wear is most likely to occur.
Turning and parting operations for aerospace alloys require rigid insert geometries and secure clamping systems to manage elevated cutting forces and thermal loads.
ISCAR turning systems such as HELITURN, JETCUT, and LOGIQTURNare designed with strong insert seating and optimized edge preparations to support stable cutting. Effective chip control is critical, particularly in titanium machining where long, continuous chips can interfere with the cutting zone and damage the workpiece or tool.
In superalloy turning, insert geometry and edge preparation play a central role in controlling notch wear and extending usable tool life during long, continuous cuts.
Hole making operations (Fig. 2) represent a critical aspect of aerospace machining, as hole quality directly affects assembly integrity and fatigue performance.
ISCAR's drilling solutions such as SUMOCHAMand LOGIQ-3-CHAM, along with indexable systems like DR TWISTand TRIDEEP, provide optimized point geometries and internal coolant delivery to improve chip evacuation and reduce thermal load at the cutting edge.
These solutions support consistent hole quality across a wide range of aerospace materials and component geometries.
Tool life in aerospace machining is governed by a complex interaction of cutting parameters, tool geometry, coolant application, and machine tool rigidity.
Production data and empirical studies consistently show that relatively small reductions in cutting speed, often in the range of 10 to 20 percent, can result in substantial improvements in tool life when machining nickel based superalloys, without a proportional increase in cycle time.
ISCAR tooling strategies emphasize predictable and repeatable wear behavior rather than maximum theoretical tool life, as predictability simplifies tool change planning and reduces the risk of sudden tool failure on high value components (Fig. 3).
In a production environment machining titanium structural component for aerospace assemblies, excessive flank wear and inconsistent surface finish were observed during peripheral milling operations.
By applying a variable helix ISCAR milling cutter, optimizing coating selection, and adjusting cutting parameters, tool life increased by more than 30 percent.
Surface roughness values were reduced to within specification limits, resulting in improved process stability, reduced scrap, and lower operator intervention.
The integration of digital tool libraries with CAM systems plays an increasingly important role in aerospace process planning.
ISCAR’s digital tooling platforms provide standardized tool data that supports consistent tool selection and parameter definition, reducing setup variability and shortening process development cycles.
Simulation and verification tools further enable the evaluation and optimization of cutting strategies before implementation on the shop floor, lowering the risk associated with machining high value aerospace components.
Improved tool life and stable machining processes directly contribute to lower scrap rates and reduced energy consumption per component.
Given the high cost of aerospace raw materials, even marginal reductions in scrap can yield significant economic benefits.
Efficient machining strategies also support sustainability objectives by minimizing material waste and maximizing tool utilization.
Machining titanium and nickel based superalloys for aerospace applications requires careful alignment of material behavior, tooling technologies, and cutting strategies.
Data driven tool selection and process optimization, supported by ISCAR’s aerospace focused tooling portfolio, enable measurable improvements in tool life, surface integrity, and process reliability.
ISCAR's strategies provide a technical framework for addressing the inherent challenges of aerospace alloy machining while maintaining compliance with strict quality and performance requirements.